Avoid High Temperature
Freeze drying is a low temperature drying method, its drying principle is sublimation. As known, the sublimation is quite low speed. One big mistake that many customers had made is unconditionally increase the shelves temperature, to short the batch duration. Which is completely wrong!
Too much energy supply in a short time, the frozen product will melt, and then liquid boiling to vapor. Which means it turns out to be vacuum drying. For products, the higher temperature may burn it(carbonize).
On opposite, too less energy supply will extend the drying time that is not economical. So, before freeze drying, find out products’ eutectic point and maximum allowable drying temp. is necessary.
During freeze drying, pay attention to the product real-time temperature, make it always 5~10C lower than eutectic point in primary drying, and make it no higher than maximum allowable temperature in secondary drying.
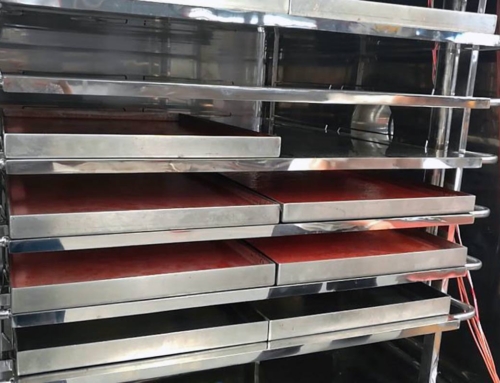
Don’t Overload
Raw products thickness in trays influence the drying time a lot. Normally, a freeze dryer’s ideal loading volume equals to its ice condenser capacity in 24hrs. And the raw products need evenly distribute to material trays, make them with similar weight. Which is good for drying with constant quality.
Stuff too much in trays may cause extra long drying time, which is not economic. And once the total water in raw materials greater than ice condenser capacity, products cannot dry well.
Of course, if you are drying products like leaves vegeables or herbs, which is larger volume but less weight. Never worry overload.
Don’t Mix Product
Another common mistake that people often make is drying various kinds of products in a batch. This also may cause a lot problem.
Product with different heat sensitivity, which means during freeze drying, the energy request in stages are different. Mix loading may cause “some dry, some wet” situation. Moreover, it may cause “ordor taint”.
Control The Pressure
Vacuum degree also influence the drying speed. In principle, the lower vacuum degree, the sublimation speed is higher, opposite, sublimation is very slow under ultra vacuum.
The vacuum control is according to the saturated vapor pressure of ice in different temperature. In another word, operator should pay attention to raw products temperature, then to adjust the vacuum degree.
Pharmaceutical and biological products use <20pa pressure a lot. While food products use <80Pa a lot. These data are verified.